6.5. Energy Systems Maintenance and Commissioning
6.5.1. Introduction
Energy systems maintenance is the maintenance of all systems that use or affect the use of energy. These systems are found in every kind of organization that uses energy, whether a hospital, a church, a store, a university, a warehouse, or a factory. Energy systems maintenance includes such routine maintenance tasks as lubrication, examination, and cleaning of electrical contacts and calibrating thermostats, and such non-routine tasks as repainting walls to increase the effective lighting, cleaning fi ns on condensers, and cleaning damper blades and linkages.
A good energy systems maintenance program can save a company substantial amounts of money in wasted steam and wasted electricity and in the lost production and additional expense caused by preventable equipment breakdowns. Other benefits include general cleanliness, improved employee morale, and increased safety. In a good maintenance program, planning, scheduling, and monitoring are all carried out in a predictable and well-organized manner. This module is designed to assist the reader to develop such a program. In addition, a special section is included on some recent developments and on some of the special problems and opportunities associated with material handling systems.
6.5.2. Determine the Present Condition of the Major Energy-related Systems
This step includes a maintenance-directed inspection of each of the major energy-related systems. The operators of each unit of equipment must be included in the inspection process, since they are more familiar with the problems of operating the equipment than are other members of the energy audit team. Some of the more important problems to look for are listed below. The team collecting the data for each system must make a log of maintenance problems affecting that system, together with the date the conditions were noted.
– Boilers and the Steam Distribution System
For most companies that use boilers, the boilers consume a large fraction of the total energy bill. They are also important as a source of energy for many process operations and for space heating. One rule of thumb is that every year a boiler control system goes without attention costs an additional 10% in boiler energy costs.
Boiler gauges: These monitoring instruments should be operating and readable. All boilers have gauges for operating steam pressure and the level of water in the boiler, and they often have steam and stack temperature gauges as well as those showing set points. If any gauges are not working, the boiler control system should have professional attention quickly. If there is rust in any of the gauges, the boiler tubes and water piping need to be cleaned to remove scale and to restore acceptable heat transfer rates.
Boiler controls: Boiler controls serve several functions. The amount of combustion air must be very carefully regulated to obtain efficient and pollution-free combustion. If too much air is used, much of the energy in the fuel goes up the stack and heats the outside air. If too little air is used, incomplete combustion takes place, the boiler smokes, EPA gets mad, and an explosion hazard may be created. Therefore, the energy maintenance program should include a flue gas analysis to see whether the boiler is operating with the right amount of outside air. The results of the analysis may show a need to maintain the control systems better. This test is important and should be done, even if a contractor must be called upon to do it.
The level of water in the boiler must also be carefully regulated to prevent overheating of tubes and to provide sufficient room for steam. The amount of fuel coming into the boiler must be carefully controlled. The flue gas temperature must be monitored. And there are other parameters to be controlled, depending upon the type and maker of the boiler. All of these controls must work well for efficient operation. The control system is also the major defense against boiler explosions.
A boiler analyzer can be purchased and is a good investment for most facilities. With an in-house boiler analyzer, the maintenance staff can keep the boiler tuned up to best efficiency with monthly boiler analyses. If the boiler tune-ups are done by outside vendors, the boiler analysis and tune-up should be performed at least twice a year.
Steam traps: Steam traps, separate steam from condensate. This function is important because condensate absorbs heat from steam, thus reducing heat transfer, and because returning hot condensate to the boiler can reduce the amount of fuel needed by the boiler. Steam traps can fail open or shut. If a steam trap fails open, steam passes directly into condensate return lines, and its heat is wasted. If it fails shut, then the steam distribution system has an excess burden of condensate, slowing heat transfer and increasing the weight that the distribution system must carry. The energy cost of a steam trap that is either failed open or failed shut is important, as are possible safety consequences.
Steam traps can usually be checked for proper operation visually with a stethoscope or by the trained use of infrared or ultrasonic equipment. Most vendors of boilers and steam traps will train their customers in techniques for checking steam trap operation and use of relevant monitoring equipment.
Steam lines and condensate lines: Two other important parts of the steam distribution system are the steam lines and condensate return lines. Leaks in steam lines can be very expensive and can reduce both the pressure and the amount of delivered steam, so inspecting and repairing such leaks must be a part of any boiler maintenance program. As with steam traps, infrared (IR) scanning devices are useful for detecting steam leaks.
Returned condensate has three or four advantages over outside water—it is usually hot, thus avoiding some of the fuel used to heat it in the steam cycle, it avoids the cost of purchasing or producing replacement water, and it has been treated, so that the cost of treating it to remove impurities that would otherwise cause scaling is avoided. A fourth cost could be the waste disposal or sewerage charge to drain the condensate into the facility waste water system. Checking for condensate leaks is another part of the IR inspection of the facility that should be part of the energy-maintenance program.
Water treatment: The water entering the system must be treated correctly. Otherwise, scale will build up, heat transfer will be decreased, and tubes will fail. Inspection and monitoring of the water treatment system in accordance with boiler manufacturers’ specifications is thus an important part of preventive maintenance of a boiler system.
Steam Leaks
Steam leaks can often be detected by listening for a hissing sound. When the environment is too noisy to be able to detect leaks audibly, then an ultrasonic leak detector can be used. If the amount of steam leaking from a system (in pounds per hour) cannot be measured directly, it can be estimated using Grashof’s formula:

In this equation 0.70 is a coefficient for hole shape, 0.0165 is a constant, 3600 is the number of seconds in an hour, A is the area of the hole in square inches, and P is the steam pressure in pounds per square inch. Once the steam loss has been calculated, the annual cost of the leak can be calculated using the following equation:

Boiler Scale
Boiler scale is caused by impurities in the boiler water precipitating onto the internal heat transfer surfaces of the boiler. Typical impurities that cause boiler scale are calcium and magnesium salts as well as phosphate, iron, and silica. Scale has a low thermal conductivity, so the heat transfer efficiency of the boiler decreases as the thickness of the scale increases. The approximate percentage of energy lost due to boiler scale is illustrated in the following figure:
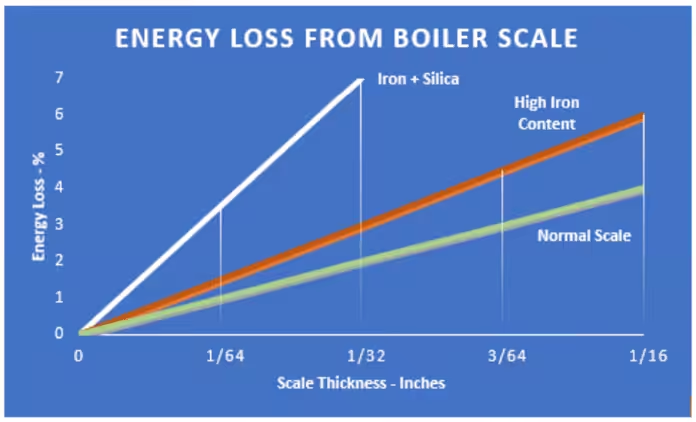
If boiler scale is not removed, it can cause blockages in tubes, corrosion of tubes can occur, and eventually the boiler may overheat, and tubes can rupture. Boilers have a water treatment system that demineralizes boiler feedwater and adds chemicals that prevents scale buildup. The water treatment system must also be regularly checked as part of a scheduled boiler maintenance program.
– Motors
Motors generally account for at least 50 percent of the electricity use of any facility, and 60-70 percent of the electricity used in a manufacturing plant. Motors are found everywhere—from HVAC systems to process drives to conveyor systems. Since they are such an important part of the maintenance program as well as the energy using system, they are given a special section here.
Motors can experience a variety of problems—worn bearings, misalignment (which can cause worn bearings), voltage imbalance in a three-phase circuit, electrical problems within the motor, and inadequate lubrication. An ultrasonic inspection of a motor can uncover bearing problems as well as other problems associated with the motor. A skilled technician can examine the frequency and amplitude of the ultrasonic spectrum of a motor and tell whether the bearings are operating correctly, whether the motor shaft is out of round, or whether the motor shaft is vibrating back and forth.
Worn bearings: Bearings can wear if a ball or roller develops a flat spot, if one of the bearing races has an imperfection (such as having had the imprint of a burr stamped in by accident at the bearing factory), if particles of dirt or metal get into the lubricant and start to grind, or if lubricant has drained out of the bearing. Worn bearings can make noise and in an extreme case can smoke and cause shafts to seize up.
Lubrication: Each motor should have a log showing when it was last lubricated and how often it should be lubricated. If lubrication is not done often enough to keep all rotating parts covered with lubricant, bearing parts can scrape together and cause major problems. If, however, lubrication is done too often or by inexperienced people, the lubricant pressure can force out the bearing plates, or dirt can be carried into the bearing by the lubricant.
Unbalanced voltage: It is critical to have equal voltages in each phase of a three-phase motor. Otherwise, heat builds up, insulation is degraded, and the life of the motor is reduced. Loss of one of the phases is an extreme example of voltage imbalance and can make a motor fail quickly. Phase voltages can easily be checked with a voltmeter.
Power quality: Irregular voltage spikes and other problems with the power supply can also damage motors. If a motor in one particular location has a history of failure, both the location and the motor should be checked by an expert, preferably either a reputable vendor of motor repair services or someone familiar with motor circuit analysis. Power quality can be checked by facility electricians with true RMS electrical measuring instruments.
Alignment: If the shaft of a motor is connected directly to the shaft of a load, the shafts should be in a straight line. Any angular difference can be a source of bearing wear. If the motor is driving a load through a belt, then the sheaves of the load and the motor must be in a straight line. They cannot have a parallel displacement or a slight angle between them. Sheave alignment problems can be checked by using a yardstick, but direct coupled motors and loads usually require a laser alignment device.
Belts and belt tension: The condition and tension of motor belts should also be checked. A motor belt that is frayed or partially broken can break under a severe load. A belt that is too loose will slip and create heat and will not deliver the full power from the motor to the load. A belt that is too tight will cause increased bearing wear and may also cause misalignment.
Frame and anchor: The motor frame and anchoring should also be checked. The frame should not be cracked, and the anchors should be tight. If a large motor has been giving problems, it may be necessary to use a strobe light to check for frame cracks, since these cracks may only appear during one part of a shaft rotation.
Brush maintenance: Brushes on DC motors should also be checked. Brushes are automatically pushed against motor commutators to compensate for wear. They will, however, ultimately wear out. Maintenance Solutions magazine recommends that they be replaced whenever they are less than 1/4” long.
– Lighting
Lighting levels can be checked with a light meter to see if they meet IESNA standards. The maintenance of the lighting system is important for at least four reasons. First, lighting uses electricity. To have a consistent level of lighting, it is necessary to start with an excess amount and to replace lamps or to clean luminaires when the level of lighting falls below acceptable limits. The excess amount of lighting is the amount necessary to account for lamps failing and for luminaires getting dirty between the time the system is installed and the time it is refurbished. If the system never degraded, the initial installation could provide the level of lighting required; otherwise, the amount required is the average lighting level of the system as it is normally maintained. If lighting maintenance is done continually, there is little or no need for excess lighting capacity, and the electric energy directly used by the lighting system will be lower than with periodic maintenance. The cost of maintenance will, however, be higher than if periodic replacement is used. It takes essentially the same amount of energy to operate a lighting system whether the lighting levels have degraded or not.
A second reason for maintaining the lighting system is that lights give off heat, and unnecessary lighting creates heat that must be removed by the HVAC system.
Third, there is some relationship between lighting and productivity. Working in a quieter and more comfortably lit space, employees do their jobs faster and better. To ensure productivity gains, the level and type of lighting must be chosen appropriately to the tasks involved.
Fourth, lighting maintenance issues involve the time between replacement of lamps, the amount of deterioration of luminaires that is acceptable, and whether lamps should be replaced when they fail (spot relamping) or at a time determined by a group relamping schedule.
The importance of appropriate lighting levels is stressed here because it sends a clear message about the importance to management of the entire energy cost reduction program. The dedication of a manager to an energy management program is questionable if an employee can walk into an over-lighted manager’s office.
Group Re-Lamping Benefits
Group re-lamping is the practice of replacing lamps at scheduled intervals based on lamp life and operating hours instead of replacing lamps as they fail. Group re-lamping provides the following benefits:
– Reduced labor costs
The average time to replace an individual lamp can be significantly longer than when replacing groups of lamps in one area.
– More consistent light output
Lamps in each area have a similar output over their life; the same types of lamps are more likely to be used, and there are fewer failed lamps.
– Improved maintenance scheduling
Re-lamping can be scheduled in advance with consideration to other maintenance tasks and to minimize disruption to facility occupants.
The group re-lamping interval (GRI) is calculated this way:

For example, the GRI for replacing lamps with a rated life of 20,000 hours at 70% of their life when they operate for 5,000 hours each year is:

The group re-lamping interval should be calculated based upon the site-specific costs for lamps and labor, the time it takes to change lamps individually and as a group, as well as the rated life of the lamps and the average daily hours of use. For example, a facility has 1,000 lamps having a rated life of 20,000 hours and 5,000 hours of annual operation. It takes 15 minutes to replace an individual lamp and 5 minutes to replace each lamp when part of a group re-lamping operation. Labor costs are $20 per hour, and lamp costs are $2 per lamp. The total re-lamping costs for spot re-lamping and group re-lamping at 70% of rated life are in the following table:
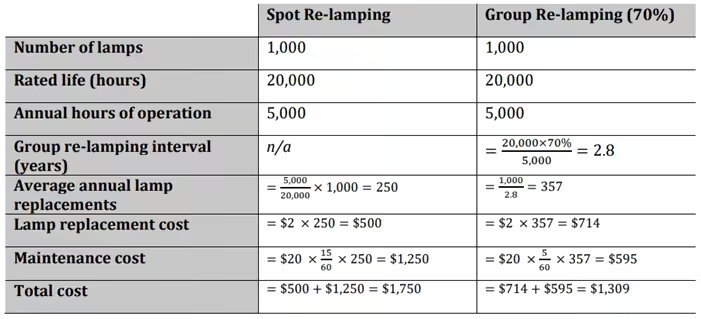
In the example above the cost savings from group re-lamping are about 25%. With these conditions, it would be cost-effective to carry out group re-lamping down to 52% of the lamps’ rated life.
– HVAC and Industrial Refrigeration
In performing an energy audit of a facility, the operating times and temperatures of the HVAC system should be examined to find cost reduction opportunities. Any reduction in electricity used for lighting, and any improvements to the building envelope will also reduce the cost of HVAC system operation.
In addition to operating improvements, an energy maintenance audit should look for possible maintenance improvements in the following areas: ductwork, heat transfer surfaces, controls, chillers, and motor and fan operation.
Ductwork: Ductwork should be examined to see whether it is damaged or blocked. If it is torn, conditioned air is escaping. If a duct has been constricted, then either more energy than necessary is being used to move the air, or less air is getting to its intended destination. Another possibility is that insulation within the duct has come loose and is blocking the duct. This can be checked by comparing the velocity of air exiting a duct with the velocity measured at a time when the duct was known to be working. Insulation of the duct should also be checked.
Heat transfer surfaces: These include heating coils, cooling coils, and any surfaces such as fins designed to carry off heat. If heat transfer surfaces are fouled by dirt or debris or are blocked by equipment or pallets, heat transfer performance is degraded, and condensing temperatures and pressures will have to increase to accomplish the same amount of heat transfer as originally designed into the system.
The control system: HVAC and refrigeration controls can be optimized for a given operation by choosing appropriate settings for temperatures, defrost cycle times, and other parameters. The method for finding these values is given in Chapter 6. If a control system itself has problems, such as blowing fuses erratically, then maintenance would include calling in a contractor or someone familiar with the details of the control system.
Cooling towers: In many large chillers, condenser hot water is sent to a cooling tower, where it is sprayed into a system of screens where it cools. It is then returned to the HVAC system. Cooling towers need to be inspected to determine whether the spray nozzles are plugged by scale or debris, whether the water return drain is plugged or restricted, and whether the screens are clean. Significant blockage of nozzles, screens, or the drain can cause a decrease in evaporation efficiency and can lead to more pumping than is necessary.
Dampers: Dampers can jam (or be jammed!) open or shut and interfere with the intended operation of the HVAC system. They can also get dirty and lose their ability to close fully. Inspecting dampers should be a routine part of the in-house inspection of the HVAC system.
Filters: Air filters should be checked regularly. A clogged filter requires more fan energy to filter the same amount of air than a clean filter. People checking air filters should look for other problems at the same time.
Motors and fans: Motors in the HVAC system and in industrial refrigeration systems need to be inspected carefully. Fans should also be inspected to locate excess dirt on the fan blades and to assure that the fan is turning in the correct direction.
HVAC and industrial refrigeration systems are complicated. Consequently, companies frequently find that it is cheaper to have a maintenance contract with a reputable vendor than to train in-house personnel to maintain the system.
– Building Envelope
Regular inspections of the building envelope should be part of any maintenance program. In inspecting the building envelope, look for places where heated or conditioned air can get in or out, such as broken windows, and cracks in the wall or roof. One of the authors encountered a school building that had a crack or gap measuring 2-1/2 inches wide, from the bottom to the top of two walls and across the ceiling. This crack opened the building to the outside air and was costing the school a large amount of money. This kind of problem can be caused by incompatible seal materials or by shifting of the foundations, but in any case it should be repaired as part of the maintenance plan.
Doors and windows: Maintenance personnel should also be particularly attentive to cracks and gaps around doors and windows. Cracks can be caulked as part of the maintenance plan, and felt seals can be applied around doors and windows to close gaps.
Roof insulation: If the roof is insulated, the insulation should be checked and repaired routinely. Insulation that is damaged or missing allows heat to escape via conduction in a cold climate, and to come into conditioned spaces in a hot climate. The location of the insulation should be analyzed carefully. Insulating the underside of a roof can cause the roof to retain heat and to damage roof covering such as shingles.
– Hot Water Distribution System
When hot water is used for manufacturing processes or for washing, a maintenance audit should look at temperature gauges, leaks, valves, and insulation.
Temperature controls. Gauges can become inoperable from fouling or bumping. Displays can be checked visually to see if temperatures and flow rates are within the proper range; if not, a more detailed examination is called for. (It may also be that the hot water temperature is higher than needed and is causing unnecessary heat loss.
Leaks. Maintenance staff should always look for air, steam, and water leaks. Air and steam leaks are very costly, and leaks in the hot water system may create electrical or slipping hazards as well.
Valves. Most hot and cold water systems have valves which control distribution flow rates. These valves can suffer from scale, worn washers, or worn valve seats. It may be possible to repair these problems on site, but in any case, repair will entail isolating the faucet or valve and any processes that depend upon it. This may be inconvenient for a single repair, and this may be the kind of repair that is done with many other repairs at a time when the entire plant is shut down.
Insulation. Insulation around hot water pipes need to be inspected. Exposed insulation is often susceptible to lift truck damage and to damage by routine bumping, as well as suffering water damage from leaks. When damage is observed, it is important to determine whether any damage has occurred to the piping as well as the insulation. The routine examination and repair of such system components is an important part of energy systems maintenance.
– Air Compressors and Distribution System
Compressed air is used as a source of power and/or as a medium for controls in most facilities. It is often used as a medium for cleaning, but this is usually a very costly and inefficient way to clean things. If the energy maintenance audit finds such inappropriate uses of compressed air, these should be noted and alternate methods should be examined.
Several aspects of the compressed air system are unique—the air compressor, moisture in the air, and the likely presence of leaks.
Air compressor. To check an air compressor, the maintenance staff should examine the following components:
- the heat transfer fins should be clean of dirt and free from debris,
- the compressor gaskets should not make noise or show leaks when the compressor is operating,
- the connections should not leak, and
- the dryer that takes the moisture out of the air should be working correctly. The air dryer is very important because moisture in controls can cause the controls and piping to deteriorate.
Leaks. Compressed air leaks can be expensive, so inspecting for leaks should be a routine part of any maintenance program. Leaks should be suspected if an air compressor runs continuously. It is frequently difficult to hear the noise of an air leak over the noise of surrounding machinery, so ultra-sonic leak detectors are often used. Air leaks can sometimes result in pneumatic controls not working properly.
– Electrical Distribution
The transformers, junction boxes, wiring, and outlets of the electrical distribution system should be checked carefully. Because of the inherent danger associated with electricity, special care should be taken to avoid electric shock whenever this or any other electrical system is being inspected.
Transformers. Transformers contain dielectric fluid, and this must be sampled annually and checked to see that it has not deteriorated. The fins must be inspected and cleaned, because they remove the heat generated within the transformer. (Squirrels like the heat of transformers, and their nests and nuts can become a problem.) The fence or isolation guard must also be maintained for safety reasons. More information on how to inspect transformers and what safety precautions to take can be obtained from a local electric utility.
Junction boxes. These should be examined for shorts, frayed wire, arcing, and burned insulation. One simple inspection is to feel the wall (if this is possible) where wires enter a junction box to see if wire is hot from overloading. The energy management team may decide that additional circuits are needed if the electrical demand has grown substantially since the plant was first put into operation. IR scanning can also be used.
Wiring. Wiring is unsafe if the insulation is worn or cracked, if the wrong kind of wire is used, or if the diameter is too small for the amperage it is carrying. If the insulation is worn or cracked, a short can develop, so the wire should be replaced. Wire prescribed by the National Electrical Code should be used, in the gauges recommended for the amperage needed and with the kind of insulation recommended for the specific usage.
Outlets. All electrical outlets should be inspected to see if they have been damaged. For safety reasons, only a three wire receptacle should be used for a three-wire plug. This can be a major concern but is becoming less so with the advent of battery-powered hand tools.
Grounding. This is a particularly important item, since no one wants to be the connection between a live wire and a ground. Improper grounding can also damage equipment. The grounding must be done correctly, and only a knowledgeable vendor or a licensed electrician should carry out this inspection.
– Manufacturing Process Equipment
Each piece of manufacturing process equipment, such as a printing press, an injection molding machine, or a corrugator, has its own maintenance requirements. These are usually described in detail in manuals. One good source for information on maintenance needs of manufacturing equipment is the vendor; another source may be a facilities engineer who has been using and maintaining the equipment.
Motors are a starting place for the inspection of manufacturing process equipment (see the section on motor maintenance above). Next the energy management team needs to check the source of motive power and to trace it to see whether any maintenance actions could reduce the energy use.
6.5.3. Calculating the Annual Savings from Adding Insulation to the Wall of a Tank
The heat lost through an uninsulated tank wall per square foot is calculated using the basic heat loss equation:
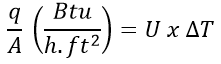
If the conductance, U, is not given and instead the thermal resistance, R, is given then the equation becomes the following:
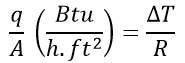
An uninsulated metal wall will have negligible thermal resistance, but there is an air film resistance at the surface that can be found in tables. The ΔT is the temperature of the tank contents less the temperature of the ambient air. If the ambient air is moving, then the surface air film resistance will be lower, and this value can also be found in tables. The thermal resistance, R, of insulation is calculated this way:

In this equation t is the insulation thickness and k is its thermal conductivity. The total thermal resistance of an insulated metal tank wall includes the thermal resistance of the air film at the surface:

The heat loss through the insulated wall is then calculated using the heat loss equation. The energy savings are:

To determine the annual energy savings in Btu/ft2, the result above must be multiplied by the hours of use each year and divided by the efficiency of the system:

The annual cost savings in $/ft2 are then found by multiplying the annual energy savings by the cost of energy in $/Btu.
6.5.4. Using Infrared (IR) to Identify Maintenance Issues
Infrared (IR) imaging is a useful diagnostic tool that may be used for identifying problems requiring maintenance. IR can be used to show where areas of the building fabric have higher heat losses due to missing or inadequate insulation or gaps where air is able to pass through. Electrical connections that are faulty will be hotter than other connections, and these are easier to find with an infrared image. IR may also be used to identify steam traps that have failed; find heating ventilation and air-conditioning (HVAC) equipment with poor air flows, duct leakages, compressor problems, or poor fluid flows in coils; and assess heat generated in mechanical systems such as motor bearings. IR imaging requires some expertise to use the systems and interpret the results. The equipment is relatively expensive, but it is likely to pay for itself if one major malfunction is identified.
6.5.5. Problems Leading to Excessive Vibrations
Vibrations are a common indication of problems in rotating machinery such as motors for pumps and fans. Excessive vibrations may be caused by machines being out of balance or alignment, bent shafts, bearing failures, loose mountings, motor faults, or resonance. A condition-based monitoring program including vibration analysis can identify issues before equipment fails. Failure of equipment or critical components will likely cost far more than the vibration analysis if an expensive repair or replacement is needed and there is significant down time while repairs are made. There are also potential safety and environmental issues if equipment fails because vibrations were not detected early. There are two main diagnostic techniques using vibration analysis: taking instantaneous snapshots to produce vibration signatures, which are then compared with baseline vibration signature values to provide an indication of a machine’s condition, and taking regular measurements over the long term to identify trends so that an ongoing evaluation of condition can be gained.
6.5.6. Preventive, Predictive, and Pro-Active Maintenance Programs
Maintenance can be performed using a variety of procedures that will be influenced by the type of equipment within a facility and the budget and staff available. The most basic maintenance program is reactive maintenance, whereby equipment operates until it fails and is then repaired or replaced. This is an expensive method and would only suit a facility that could handle equipment shutdowns. Better maintenance methods include the following:
– Preventive maintenance
This is scheduled maintenance that repairs or replaces equipment at predetermined times to prevent problems occurring. This is suitable for equipment that does not operate continuously and staff who have sufficient time and skills.
– Predictive maintenance
Condition-based monitoring of equipment on an ongoing basis allows staff to identify problems before they become critical. When issues are detected, the equipment is repaired or replaced to prevent a more serious problem from occurring.
– Proactive maintenance
This method utilizes both preventive and predictive maintenance techniques, and it also identifies precise problems that cause equipment wear. This ensures that maintenance is only performed when needed and ways to improve reliability are investigated, including considering modifications or redesign.
6.5.7. Types of Commissioning in New and Existing Building
– Commissioning
The process of ensuring the systems in a new building operate as intended is called commissioning. It is a systematic process to verify equipment is installed, tested, and operating as intended in the planning and design phase. Systems are documented and building operators are trained to ensure optimal operation.
– Recommissioning
The performance of buildings that were commissioned during the construction and handover phase will gradually decline as changes are made to meet new operational needs and equipment gets older. Recommissioning existing buildings will bring systems back to the original design intent or ensure that they are operating efficiently to meet current conditions.
– Retro-commissioning
A commissioning process for existing buildings that were not commissioned when they were built and handed over to the occupants is called retro-commissioning. The process is similar to commissioning a new building, but the design intent may no longer be valid under actual operating conditions, so the retro-commissioning process will aim to optimize equipment to meet current operational needs.
– Continuous commissioning
Also called real-time commissioning, continuous commissioning is an ongoing process throughout the life of a building to make sure that all systems are operating optimally to meet current conditions rather than just the original design intent.
6.5.8. Building Commissioning
Building commissioning is a systematic process that ensures building systems are documented, are properly installed and tested, and their operational performance is validated as meeting the intended original building design in accordance with the operational needs of the building occupants. Systems that typically require commissioning include mechanical, electrical, building automation, fire, and security systems as well as the building fabric. The purpose of commissioning is to prevent or eliminate problems with building operational performance, lower first-cost and lifecycle costs of building ownership, and improve operations and maintenance with better documentation and records. Commissioning should be considered as early as possible in the planning and design phases and implemented throughout the life of the building using a continuous commissioning process. Cost savings are the primary benefit of building commissioning. Other benefits of proper building commissioning include the following:
- Lower energy consumption
- Improved environmental conditions
- Better building operation and maintenance
- Longer equipment life
- Increased occupant satisfaction
- Better system documentation
6.5.9. Summary
In this module we have briefly discussed the maintenance component of an energy management program. An effective maintenance program should help reduce energy costs and/or increase the amount of production available from a given amount of energy. Serious thought should be given to the people involved in maintenance: how many, who, and how they should be trained. Sufficient support equipment must be provided for diagnosis and for continued monitoring. Finally, some attention should be given to finding the latest technology that can be used to get information to the technicians in the field.